Dip-coating in a fluidized bed consists in immersing a heated part in a powder bed maintained in suspension through rising air flow. As soon as the Rilsan® powder comes into contact with the preheated article, it melts and forms a film on the surface of the component.
This process produces a consistent thickness, even on parts with complex profiles
(internal and external coatings in one operation). The dip-coating process is efficient
(very little powder wastage) and straightforward.
The Rilsan® T range has been developed specifically for this technology.
- Welcome to King Industrie
- kingindustrie@gmail.com
- +91 755 2583554
Rilson Coating

Dip Coating in a Fluidized bed of Rilson fine Powders
CRITERIA FOR CHOOSING THIS PROCESS
A desire to simplify the coating process will guide the customer toward the dip-coating technology, combining excellent productivity with perfect thickness control. Applying Rilsan® by dip-coating can easily be automated. The choice of this process depends on the following criteria:
THICKNESS OF THE PART:
The process is particularly suitable for bulky or massive parts (metal thickness of at least 3 mm). For small diameter wire articles, a post fusion operation may be required following the dip-coating operation.
THICKNESS OF COATING:
The process allows the application of Rilsan® coatings with a thickness generally ranging from 250 to 500 µm. For very bulky parts, it is possible to apply thicker coatings by increasing dipping time, or by carrying out several consecutive dipping operations.
SIZE OF THE PART:
The dimensions of the part determines the size of the tank. Very heavy or very long components (tubes) can be coated by this method, but will require specific handling equipment.
NATURE OF THE SUPPORT - SURFACE TREATMENT:
The process is suitable for any type of material that can withstand the necessary oven preheat temperatures. Massive parts will require a preheat temperature of around 300 oC while thinner parts require preheat temperature up to 400oC.
Surface Treatment - Primer
The parts to be coated should be clean, and completely free of grease or oil. It is often
necessary to apply a primer undercoat specifically compatible with Rilsan® dip-coating
grades in applications requiring the most exacting performance, e.g. the transportation
of drinking water, or in the automobile sector. The choice of primer depends on the
nature of the material to be coated.
Fluidizing tank:
Preferably in stainless steel, it should consist of 2 parts separated by a porous plate made from polyester fabric. The air used for fluidization should be cold, clean and free of oil, and should be generated by an electric compressor in the case of large tanks. The temperature of the Rilsan® powder during fluidization should not exceed 60oC. Special fluid beds can be made that will keep the powder cool by circulating cold water through jacketed walls.
Environment and processing conditions:
An air exhaust should be installed near the top of the tank to capture dust particles that could contaminate the immediate environment (oven). Personal protective equipment such as a dust-mask is also recommended. The safety datasheet contains information on proper handling of the product. water through jacketed walls.
Preheating oven:
A forced air circulation (6 m/s) oven is recommended. The oven should have a temperature controller and a vent with a fume extraction device. A batch oven (with one or more doors) or a tunnel type oven with component conveying may be used based on the type of work required.
Preheating conditions:
To obtain a high quality Rilsan® coating over the entire surface, the temperature of the part should be as even as possible, around 280oC - 300oC at the time of dipping. The preheating temperature and time are determined respectively by the minimum and maximum thickness of the part to be coated. For example, the time needed to heat a 3mm thick steel plate up to 300oC is typically minimum 10 minutes.
Dipping:
The preheated part is dipped into the fluidized powder bed. Dipping time generally ranges from 3 to 5 seconds. To ensure good penetration
of the powder, it is vital to move the part around during dipping to prevent the formation of coating defects.
Most parts should be allowed to air cool. However, thinner parts can be cooled by quenching in water after the coating is no longer molten.
Most parts should be allowed to air cool. However, thinner parts can be cooled by quenching in water after the coating is no longer molten.
Masking:
It is possible to locally mask areas that do not require coating by using Wire wool for internal sections, and adhesive tape or a special paste for
external sections.
Handling and touch-up of the parts:
The jig or hanger should be fastened to the part to allow good movements (shaking) of the part, for proper application of the coating. Where possible,
it is preferable to attach the hanger to an area of the part that does not require coating. Hanger marks can be touched up with an epoxy or polyester resin.
Our Products
We are also manufacture electrical panel for EOT cranes and Coils for Traction & industrial Moter
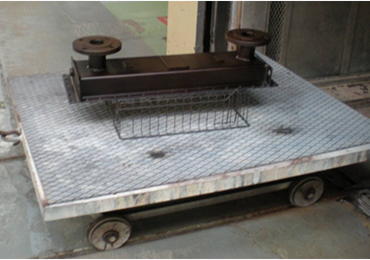
Pre heating colour of a water box:
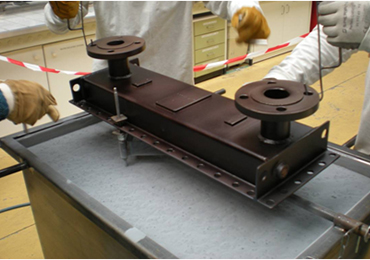
Gripping & fixing of water box after baking:

Top view of fluidized powder bed
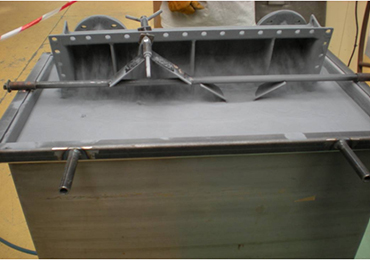
Dipping of water box into fluidized powder bed

Light post fusing ( if required )
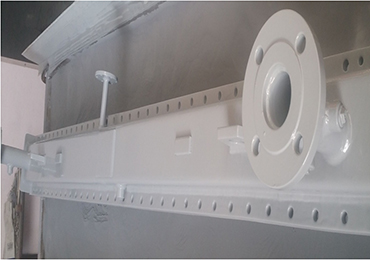
Final rilson coating on 2400 mm long water box
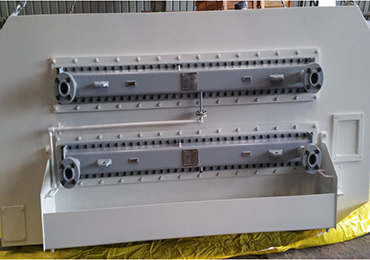
2400 mm long water box after assembled in heat exchanger
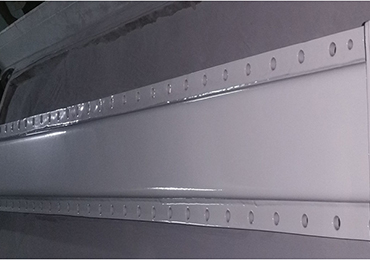
Final rilson coating on 2400 mm long water box